Advanced material combinations are being developed to meet aggressive CAFE Standards and ACEA Agreements. Traditional resistance spot welding is limited in joining mixed-material combinations, requiring new joining technologies that are higher cost while offering lower manufacturing flexibility.
Additionally the trend for joining advanced aluminium to itself and ultra-high strength steel is limited by the formability required for mechanical fastening. As these material classes become mainstream, new joining methods must be developed, commercialised, and validated. Any new technology will need to balance capital and consumable costs while maintaining the flexibility to manufacture both legacy and new material combinations.
Welding and fastening expertise yields RSR™
The ideal, most economical joining technology in a mixed-material world would seemingly be some hybrid of welding and mechanical fastening. It is cheap and easy to spot weld steel and aluminum within their material families, and effective but complicated to mechanically fasten across material families, so why not take the best characteristics of these two schools of thought and combine them? Mixed material welding specialists at the Arconic Technical Center and mechanical fastening engineers at Arconic Fastening Systems and Rings have collaborated to this end - to develop the all-new Resistance Spot Rivet™.
The Resistance Spot Rivet™, or RSR™, is a consumable fastener that is fed to a steel spot welding station to allow it to now perform mixed material welds. This RSR™ weld yields higher strengths than traditional spot welds of the materials themselves, with the flexibility to join nearly any combination of steel and aluminium sheets or extrusions a vehicle designer may need.
RSR™ upgrades and empowers existing capital
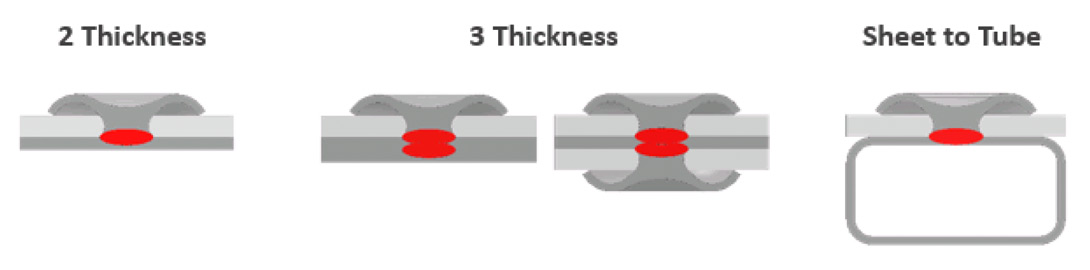
Rather than gutting stamping and spot welding cells to replace them with drilling, assembling, and joining cells, RSR™ is a small addition that can be made to spot welding guns, while still allowing for backwards compatibility to steel spot welding. When sheets are fed to the upgraded welder, an RSR™ is dispensed through the added feed system to become part of the weld.
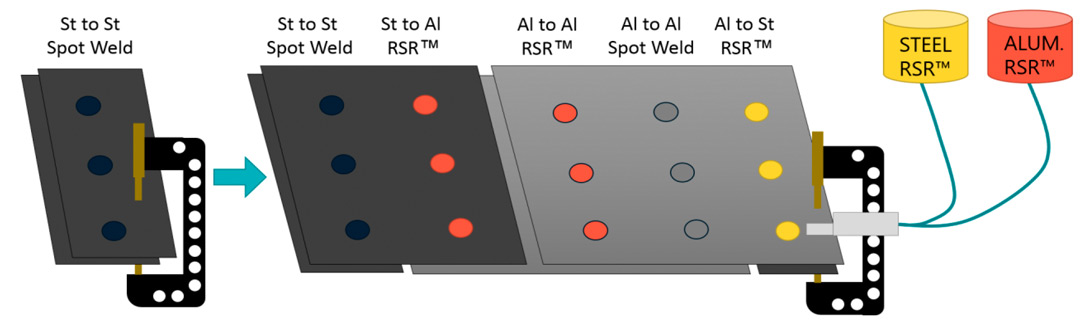
The rivets are available in both steel and aluminium to match the bottom sheet(s) in the joint; the primary target of the weld process. A wide range of top sheets can be accommodated with the RSR™ joining process, including painted and non-metallic materials, and a wide range of sheet thicknesses, with only a handful of rivet part numbers. The joints are weight and cost favourable to blind riveting and flow drill screw joining, and are even compatible with adhesive layers in the joints. If you can spot weld a location in a steel structure today, you can RSR™ that location with mixed material architecture tomorrow, with higher strength, and better adhesive compatibility.
To further discuss how Resistance Spot Riveting™ from Arconic can help you reach your weight reduction goals, please contact Graham Musgrove, project engineer – Automotive Arconic Fastening Systems and Rings: Graham.Musgrove@Arconic.com





Having spent a decade in the fastener industry experiencing every facet – from steel mills, fastener manufacturers, wholesalers, distributors, as well as machinery builders and plating + coating companies, Claire has developed an in-depth knowledge of all things fasteners.
Alongside visiting numerous companies, exhibitions and conferences around the world, Claire has also interviewed high profile figures – focusing on key topics impacting the sector and making sure readers stay up to date with the latest developments within the industry.