When a major international supplier of automotive body products needed an automated fastener solution for a prestige British car, it approached Böllhoff Ltd. Andy Witts, managing director at Böllhoff Ltd explains how it enabled the use of up to two million fasteners per year into a demanding application.
Engineering applications that require screwed fixings into thin walled components pose a problem which Böllhoff solved with the development of its range of RIVNUT® blind rivet nuts and RIVSTUD® blind rivet studs. These clever devices enable strong thread fixings where traditional threading techniques are impossible. Moreover, because the fasteners are mounted without counter pressure - fixed blind - they can also be used in hollow sections.
RIVNUT® blind rivet nuts and RIVSTUD® blind rivet studs are available in many variations and sizes and therefore offer numerous fastening solutions with additional functions. The nature of the components makes them suitable for a broad range of adaptations and flexible usages.
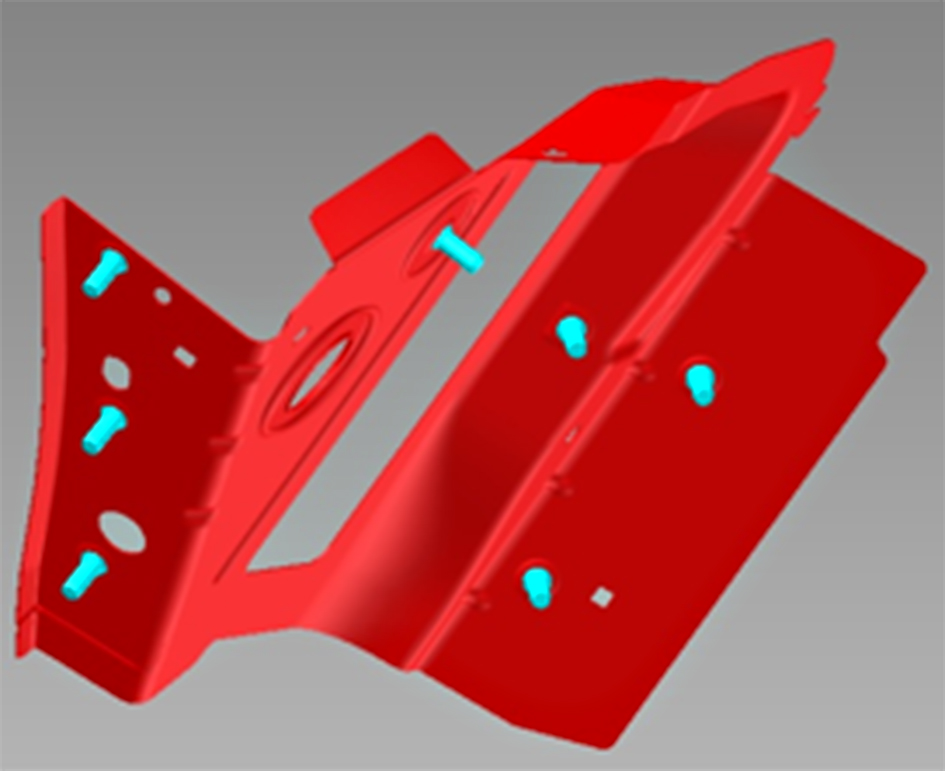
The fastener selected for the body in white rear corner panel for a prestige British car was a RIVNUT® M6 closed end, knurled and with an under head seal. The RIVNUT® selected has a flat head round body and is fully cold-formed. It also has a knurled body for increased spin-out resistance. The flat head and tapered shank makes automation and insertion easy. Internal rolled threads give increased thread strength.
The volumes of fasteners to be fitted was significant – anything from 1.4 million – 2 million pieces per annum – so manual insertion was out of the question from productivity, health and safety and quality perspectives.
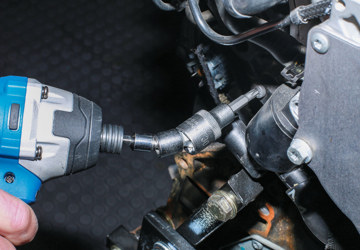
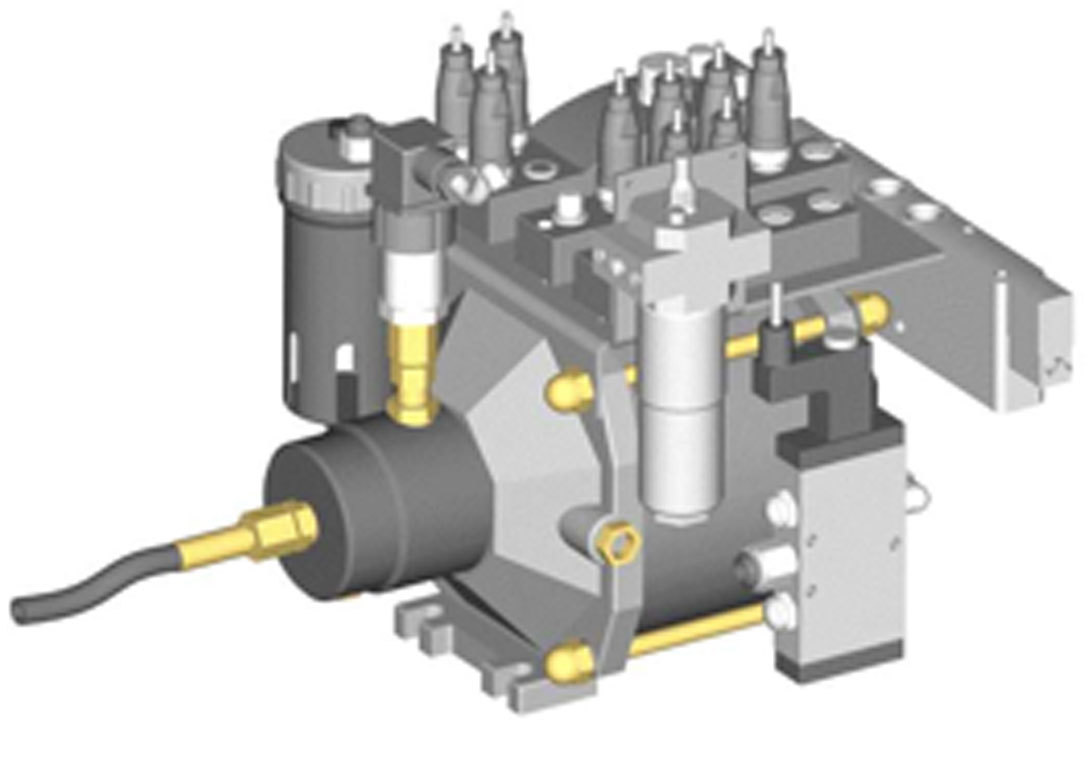
Böllhoff’s solution was its development of automatic hydraulic setting equipment – designated HSA. This equipment offered a number of advantages for the customer. The HSA automatic setting tool allows the fasteners to be set continuously thanks to its automatic loading system which delivers the RIVNUT® directly onto the mandrel of the HSA machine. The fasteners are delivered onto the mandrel, inserted and retracted to deform the fastening against the rear side of the component wall at break neck speed, every cycle, without fail.
The hydraulic setting equipment has been well tried and tested by Böllhoff in other applications of RIVNUT® while the automated feeding and setting eliminates operator error. The equipment also checks the fastener dimensions before blow feeding to the setting head, thereby ensuring no quality problems or machine jams. Thereafter, the RIVNUT® insertion is monitored, the stroke and pressure is checked with the outcome that both the equipment and the fastenings are failsafe.
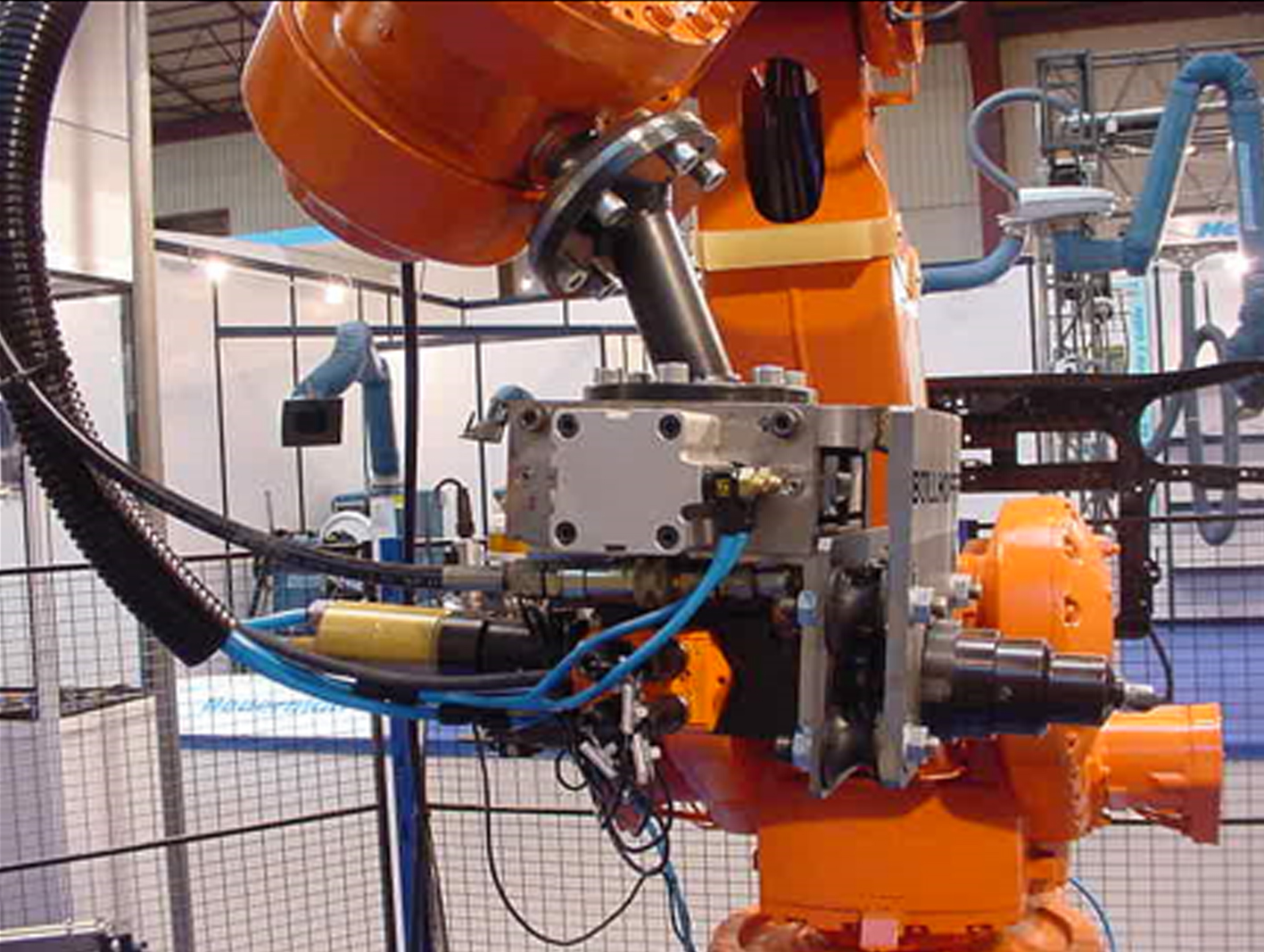
The HSA has been designed with system integration in mind. The use of a single external PLC enables standard protocols to be deployed to communicate between the hydraulic setting equipment and other machine tools or robots.





Having spent a decade in the fastener industry experiencing every facet – from steel mills, fastener manufacturers, wholesalers, distributors, as well as machinery builders and plating + coating companies, Claire has developed an in-depth knowledge of all things fasteners.
Alongside visiting numerous companies, exhibitions and conferences around the world, Claire has also interviewed high profile figures – focusing on key topics impacting the sector and making sure readers stay up to date with the latest developments within the industry.